When discussing machining on lathes whether manual, automatic, or CNC operations such as longitudinal turning, taper turning, facing, and profiling are typically emphasized. Indeed, these are the main operations performed in this class of machine tools. Indeed, they are the main operations performed on this class of machine tools. Conversely, parting (cutting-off) and grooving are often mistakenly regarded as relatively simple, auxiliary, so-called "related-to-turning" operations, and are seldom given the same attention. However, it is precisely these applications, especially parting, that can present significant challenges and therefore require a more serious and considered approach.
In parting, the machining conditions are unfavorable from the beginning, a priori. On the one hand, the desire to reduce material loss necessitates minimizing the cutting width. On the other hand, as the diameter of a cut-off workpiece grows, a corresponding extension of the tool’s overhang is required. A slender, protruding tool has low rigidity, which negatively affects machining stability.
Another difficulty is chip evacuation. The generated chips must flow smoothly, ensuring their easy removal from the deepening, narrow groove without damaging the machined surfaces or the tool itself. Creating an effective chip forming and chip breaking topology on the tool’s rake face is therefore another significant challenge.
In parting and single-pass deep grooving operations, the tool plunges into the workpiece, with material on both sides of the tool. This intensifies friction and heat generation, increasing the thermal load on the cutting edge. At the same time, the nature of these operations complicates effective coolant delivery, reducing cooling and lubricity effect.
As the tool moves towards the central axis of the workpiece, the machined diameter decreases. If spindle velocity remains constant, the cutting speed will drop accordingly, reaching zero at the central point and worsening cutting action. Modern CNC machines allow for adjustable spindle velocity as a function of diameter reduction, but this issue remains on older machines. Moreover, when the tool reaches the workpiece’s central area, the material, which is now too weak to resist the radial component of the cutting force, breaks, producing a pip or nub. In fact, this pip occurs with every parting operation, though its shape and size depend significantly on both the cutting data and the tool’s geometry.
Thus, seemingly simple “related-to-turning” secondary operations are quite challenging and demand effective tooling solutions to enhance performance.
To meet these challenges, cutting tool manufacturers continuously seek to develop new designs and improve existing tools to increase the productivity, profitability, and reliability of parting and grooving operations. New developments are directed toward “traditional” approaches, such as increasing stiffness and improving dynamic behavior, introducing advanced cutting materials, and adopting the latest coating technologies to maximize tool life. They also include new strategies focused on optimizing chip control, coolant delivery, and heat reduction. These innovations are supported by a deeper understanding of the specific requirements of parting and grooving, with an emphasis on efficient chip control, effective coolant delivery, and heat management. The wide range of engineering materials also calls for a reconsideration of the balance between tool multifunctionality and customization for specific material types. Furthermore, the continually rising price of tungsten, the main cutting material, has reached significant levels, making its rational utilization increasingly important and underscoring the need for tool versatility.
ISCAR began its ascent to the forefront of tool manufacturing in the seventies with SELF-GRIP, a family of uniquely designed parting tools with replaceable inserts (Fig. 1). The product, new at the time, was not only warmly received but also marked a truly new chapter in tool history, establishing ISCAR as a recognized expert in parting and grooving. Alongside the continually upgraded SELF-GRIP, subsequent developments such as DO-GRIP, TANG-GRIP, PENTA-CUT, and others have become highly popular in the metal-cutting industry. As a result, every innovation by the company in this field arouses strong interest and is thoroughly studied. The past several years has been no exception, and ISCAR’s portfolio of new developments would be incomplete without parting and grooving products. These products serve as a good example of how cutting tool manufacturers, respond to industry needs, successfully overcome the challenges of parting and grooving operations.
Usability, Stability, Versatility:
The Advantageous Triad for Cost-Effectiveness
ISCAR’s PENTA-CUT, a family of tools that mount star-shaped carbide inserts, has received high marks from customers for its outstanding performance and cost-efficiency. The star-shaped inserts provide five indexable cutting edges, maximizing the use of carbide material. A variety of rake face geometries and available carbide grades allow users to select the optimal insert based on the machined material, such as steel, stainless steel, high-temperature superalloys, etc., and workpiece configuration, including tubes, thin-wall parts, and more.
The recently introduced QUICK-PENTA products (Fig. 2) represent a new stage in PENTA-CUT’s development. The innovative design enables fast, easy, and precise indexing of the insert’s cutting edge, without the need to remove the clamping screw. A new fixing mechanism increases the stiffness of insert clamping, providing enhanced rigidity. This improvement allows QUICK-PENTA tools to be used not only for parting and grooving but also for light turning operations. In addition, the tool body features internal coolant delivery, including options for high-pressure coolant (HPC) supply.
It is worth noting that QUICK-PENTA inserts can also be mounted on existing PENTA-CUT holders.
In Focus: Smooth and Steady Cutting
Cutting operations on Swiss-type machines and compact lathes have particular requirements for parting tools. The small diameters of cut-off bars demand minimal cutting widths for maximum material savings, placing a premium on tool rigidity. Additionally, the limited working envelope can make chip evacuation challenging. ISCAR’s Mini QUICK-2-CUT tools, developed in recent years, present an attractive solution.
These tools utilize high-precision double-sided inserts and a tangential insert mounting design, where the insert is located on the tool’s side (Fig. 3). The insert’s V-shaped, non-cutting rear section features a protruded boss for secure seating in a specially formed pocket. This approach allows the main cutting forces to be absorbed by robust datum surfaces of the tool body, significantly reducing the load on the clamping screw. The result is excellent rigidity, which ensures smooth, safe cutting with high dimensional repeatability, even at cutting widths as narrow as 0.33 mm (.013") and up to 2 mm (.079").
A pinpointed coolant supply system, including an HPC option, directed at the cutting zone, further improves tool life and contributes to effective chip evacuation.
Optimal Cutting Geometry To Boost Productivity
Recently, ISCAR has unveiled a new insert for its renowned DO-GRIP line a product widely regarded as a classic. This sharp, neutral-edge geometry insert (Fig. 4), made from polycrystalline diamond (PCD), is optimized for cutting aluminum and other ISO N group materials.
PCD is much harder and more wear-resistant than tungsten carbide, resulting in considerably longer tool life, especially when machining abrasive non-ferrous materials. Its superior thermal conductivity and hardness enable much higher cutting speeds compared to tungsten carbide, therefore significantly increasing productivity.
What truly sets this new insert apart, however, is the incorporation of a chipbreaker formed directly on the PCD rake face. The integrated chip breaker greatly enhances chip formation and evacuation, addressing one of the traditional challenges of machining non-ferrous materials, which naturally tend to form long, continuous chips. Additionally, the chip breaker design helps reduce cutting forces and heat generation. As a result, parting operations become more stable, efficient, and safe.
Through focused innovation in tool design and material science, ISCAR has transformed the challenges of parting and grooving into reliable, cost-effective solutions. As the industry continues to advance, these once simple operations are being redefined, turning obstacles into new opportunities for progress
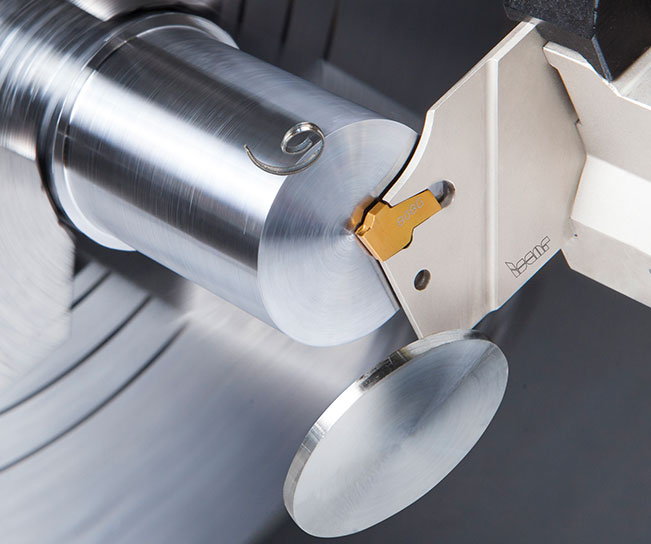 Fig.1
Fig.1
 Fig.2
Fig.2
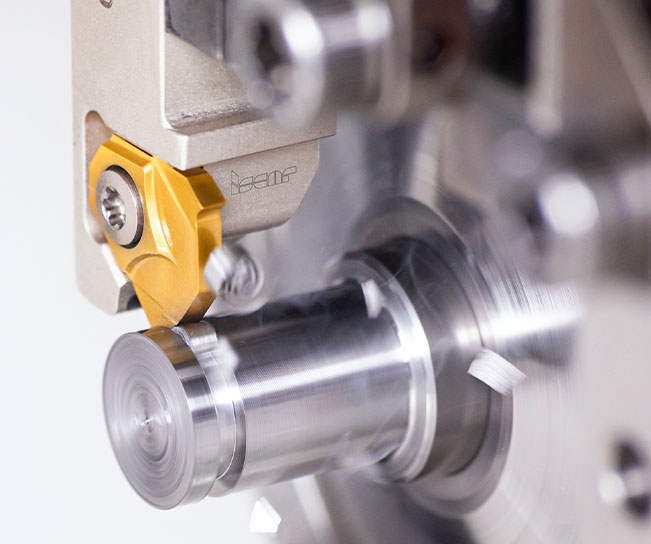 Fig.3
Fig.3
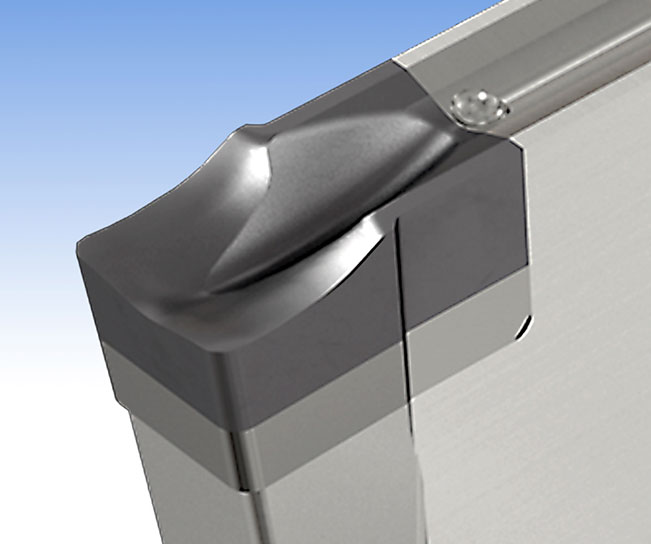 Fig.4
Fig.4